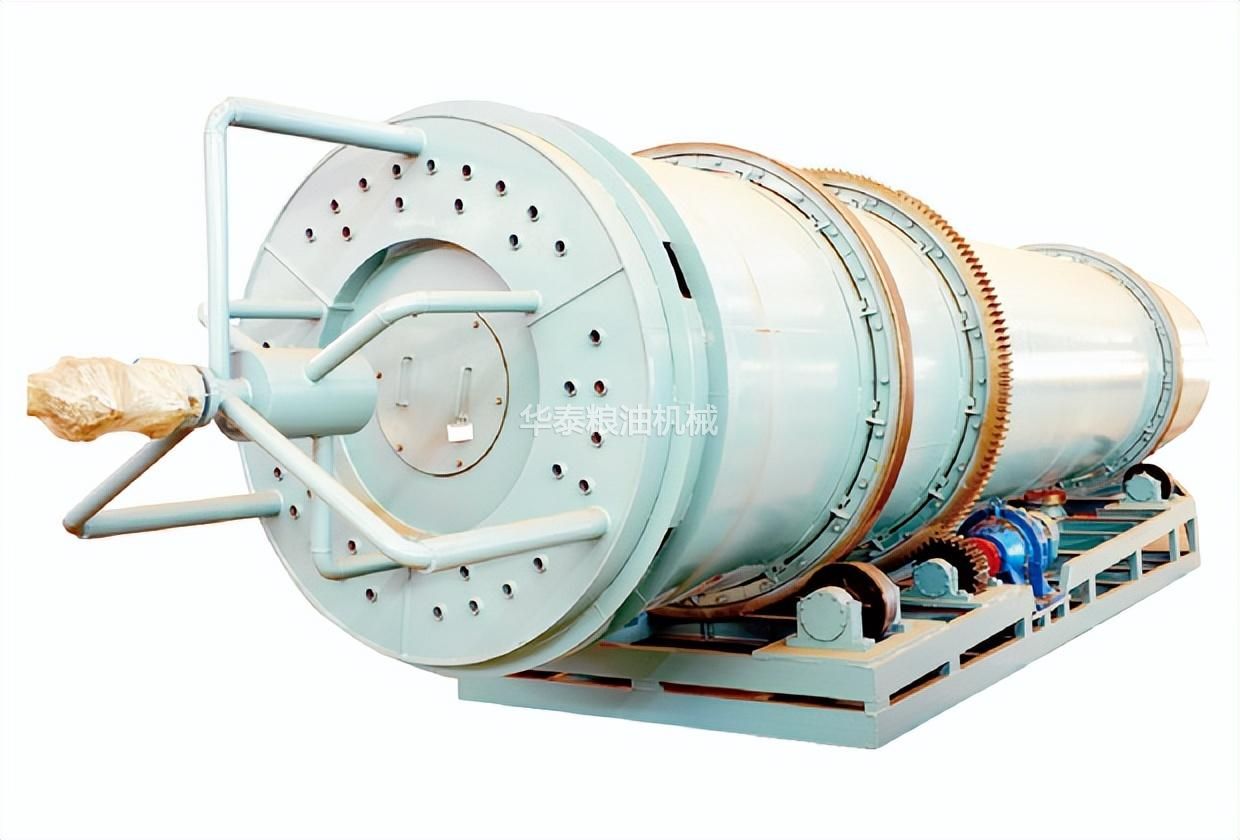
環形浸出器操作要點
1.在生產過程中,料胚的粉末度小于8%,水分小于6%
2.操作人員要經常注意噴淋情況,發現有噴淋管堵塞,及時解決。
3.入浸物料溫度應保持在55-58℃左右,溶劑溫度55~58℃,入浸物料水份在7%~9%為佳,混合油的濃度一般控制在22%~25%。
4.操作中應控制存料箱裝料量不低于1.6m為佳。
5.浸出時間控制在150—180分鐘之間。
6.長時間停車時,待浸出器內物料走完后,可讓存料箱中保持1.2m以上的料層高度保證料封。混合油泵待浸出器中料走過后依次停止。最后停新鮮溶劑泵,并將收集格內的混合油全部打入混合油暫存罐蒸發。
7.短時間(3天以內)或臨時停車時,浸出器內料無需走空,只需停止新鮮溶劑泵、混合油泵、浸出器,并將過濾的混合油輸到混合油罐。混合油罐和溶劑周轉箱的裝滿程度不得超過80%,否則應調整裝料量,以防止溶劑、混合油溢出,臨時停機后,再次開機時,應間隙5分鐘逐臺開啟混合油泵,以防系統壓力突然升高。
8.生產期間,要及時清理云顶集团及管道上的落料、積塵和油污,以減少環境污染和不安全現象。

環形浸出器保養與維護
1.開機前必須向減速機、無級變速器加雙曲線潤滑油到油杯中線位置,剛開始機器磨合每月換一次,磨合期過后每半年更換一次,發現有滴油現象必須及時檢修及補充。
2.每季正常生產投料前,在浸出器的拖框上加入一定量的食用油,空車連續運轉48小時,同時調整拖鏈的松緊度,確保浸出運轉平穩。
3.經常檢查機頭兩端的密封情況,發現有溶濟油泄漏及時解決。
4.要定期檢查機器云顶国际內拖框松緊程度,及時調整張緊裝置。
5.要經常檢查各法蘭對接處的密封情況,發現有跑冒滴漏及時將該處螺栓上緊。
6.要定期對本機進行大修保養,一般一年可進行一次保養。保養內容包括:整修拖框,如果拖框變型過大無法調整,必須進行更換;清理柵板間隙殘留物,保證柵板暢通;更換減速機及無極變更器潤滑油;更換密封墊以及根據4008云顶网站登录銹蝕情況必要時可重新噴漆。
7.按時添加潤滑油脂,保持軸承、減速機、齒輪、滾輪等部位潤滑良好。
8.運行中發現異常應立即停機檢修,不允許帶病運行。
9.應經常注意傳動部分的運轉情況,注意有無異常雜音,減速器和電機等溫升是否正常,潤滑是否良好。
10.發生事故,應及時找出原因,排出故障。
11.對云顶集团游戏app應結合車間(廠)的實際情況,建立必要的維修保養制度。